Moldes 2k
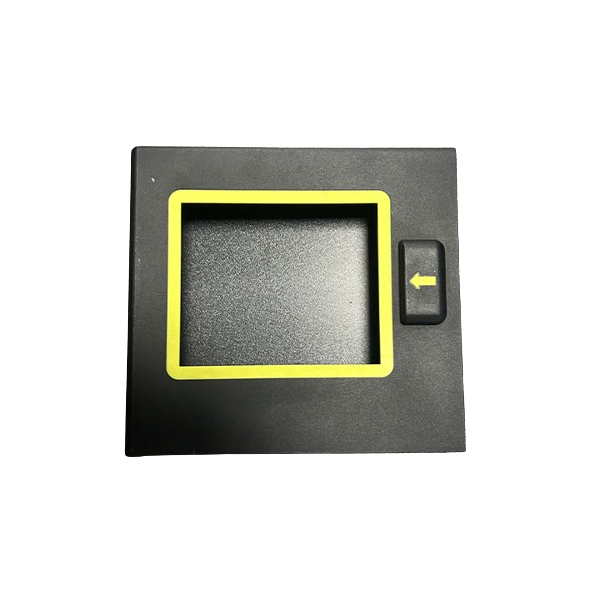
Moldes 2K, também conhecidos como moldes de dois disparos ou moldes de dois componentes, são moldes especializados usados em processos de moldagem por injeção para produzir peças plásticas com dois materiais ou cores diferentes em uma única operação. Esses moldes permitem a criação de peças complexas com múltiplas funcionalidades ou características sem a necessidade de processos de montagem secundários.
Nossos engenheiros de moldes têm vasta experiência em design e engenharia de moldes para moldes 2k.
Escolha-nos para soluções de fabricação de moldes confiáveis, inovadoras e econômicas para seus projetos de moldes 2K!